Why is my plastic sticking during the staking process?
Published by
Jason Dornbos
on
This question has been posed to me by many customers. I hear statements like, “The machine works great for a long time, and then we suddenly get all of this sticking and stringing.” This issue is somewhat common in most types of staking technologies and varies in severity among different thermoplastic materials.
Why does plastic stick during staking?
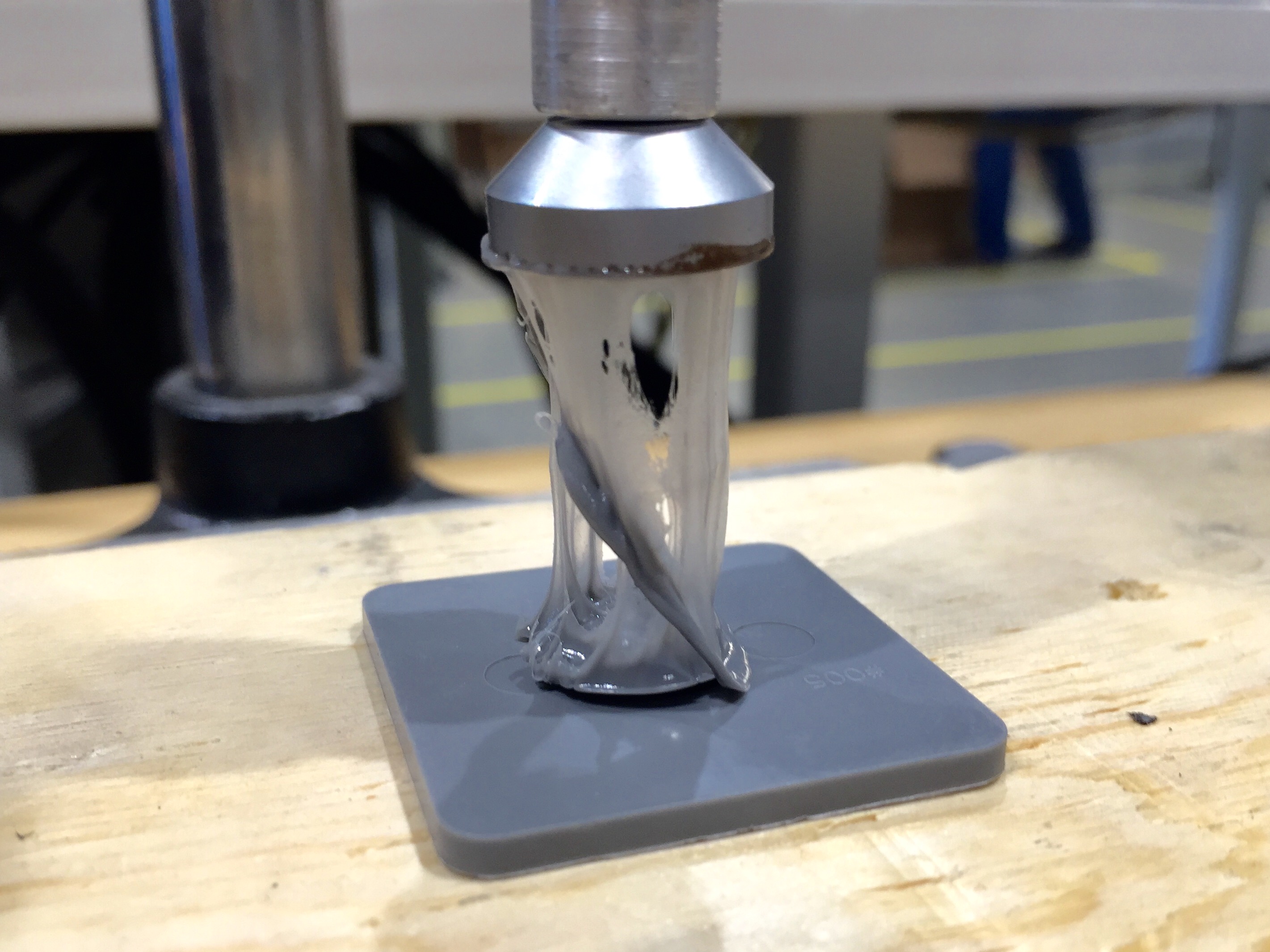
Although many factors such as burrs or damaged surfaces on the forming tool (punch) contribute to the problem, the main reason the plastic is sticking in the plastic staking process is due to the temperature of the punch itself. If the surface temperature of the punch is too hot, the plastic will stick to it when the punch is retracted. Some materials are more prone to this than others, but most plastics will stick at some point.
In addition to surface imperfections on the punch, another possible cause of plastic sticking is the use of non-stick coatings or the lack thereof. Coatings can solve the issue in some cases but, they don’t work in every situation. There may be a better solution within the control of the process itself.
How do I reduce it?
It makes sense that in order to reduce sticking, the punch temperature needs to be reduced before it is retracted from a formed stake. This solution sounds simple. However, methods of accomplishing this “simple” task are varied and range from reducing the overall amount of heat applied during the staking procedure to changing where and how the heat is directed onto the part itself.
In the InfraStake process, power levels are used during the heating process so that just enough energy is applied to bring the plastic to a moldable state without introducing unwanted excess heat. Multiple flow rates of cooling air are also utilized during the InfraStake process. A low flow rate during the heating process allows for a faster heat time, and a high flow rate during the punch time provides more rapid cooling. Finally, precise reflective geometries focus the energy on the plastic boss. The punch is not in the focal point which minimizes the energy it absorbs while the part is being heated.
Hopefully, now you feel armed with a few new ideas of how to use process control to reduce or even eliminate sticking from your plastic staking process. Do you need help finding a way to get out of those sticky situations? We would love to help! Use the contact form below to get in touch.
Tags:
InfraStake