Introduction
Understanding the latest technologies and best practices is crucial for designers and engineers in the plastics industry. This article will overview plastic staking technologies, focusing on two cutting-edge methods: InfraStake and nanoSTAKE. You'll learn about the similarities and differences between these methods and their respective advantages for different types of plastic applications. Most importantly, you'll learn how to optimize your product design for plastic staking.
Outline
- Overview of plastic staking technologies
- The basics of InfraStake
- The basics of nanoSTAKE
- Designing for InfraStake and nanoSTAKE plastic staking
Overview of plastic staking technologies
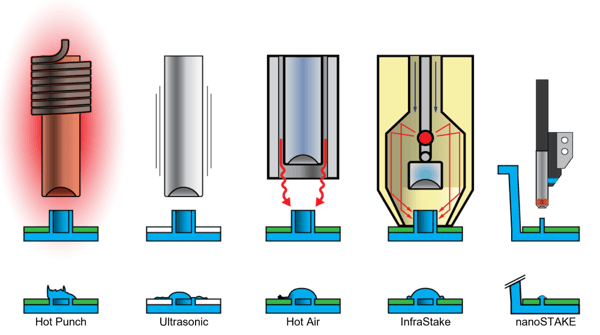
Plastic staking is a process used to join two or more plastic components together by melting and reshaping a molded plastic stud or boss, creating a mechanical bond. There are several conventional methods for plastic staking, each with unique advantages. Hot punch staking uses a heated metal punch to melt and form the plastic boss, while ultrasonic staking utilizes high-frequency vibrations to melt the plastic and create the bond. Hot air staking, on the other hand, employs a stream of hot air to melt the plastic before it is reshaped. InfraStake is a technology that employs focused infrared energy to heat the plastic boss in a more precise and controlled manner. nanoSTAKE, a newer method, uses a compact, electrically heated tool to rapidly melt and form the plastic boss, allowing it to fit in applications with tight spaces.
The basics of InfraStake
InfraStake was developed by Extol to produce tight, high-strength joints while reducing energy usage. The process begins with the InfraStake modules clamping directly over each stake point on the assembly. A bulb within the module emits infrared light, which is then focused onto the plastic boss through precision reflective surfaces. The boss absorbs the energy, causing it to heat up rapidly. Once the plastic boss reaches the proper temperature, a forming tool presses down on the softened plastic, reshaping it into a rivet-like formation. This action creates a durable mechanical bond between the two components as the reformed plastic cools and solidifies.
One of the key advantages of the InfraStake technology is the integrated clamping which ensures the assembly is tight. And with precise control of the IR energy, the plastic boss is heated uniformly for the strongest possible joint.
The basics of nanoSTAKE
The nanoSTAKE process, also developed by Extol, offers similar benefits to InfraStake, but with a compact design that makes it ideal for applications with limited space. The process begins with the nanoSTAKE module contacting the stake point on the assembly. Instead of using infrared light, nanoSTAKE relies on an electrically heated tip that rapidly heats up to a programmed temperature.
As the heated tool contacts the boss, it efficiently transfers heat, causing the plastic to melt quickly. The tool presses down and reshapes the plastic into a rivet-like formation. Once the stake is fully formed, the nanoSTAKE tip is rapidly cooled to a programmed release temperature. The result is a uniform mechanical bond.
One of the main advantages of the nanoSTAKE technology is its compact size, allowing it to be used in tight spaces and applications where traditional staking methods might not fit. Additionally, the rapid heating and cooling contribute to energy efficiency and clean, low-maintenance equipment, increasing production throughput.
Designing for InfraStake and nanoSTAKE plastic staking
Joint Strength
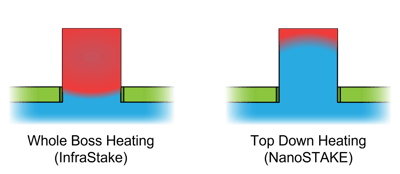
While both InfraStake and nanoSTAKE technologies produce strong, reliable stakes, InfraStake has an advantage in creating stronger joints due to its method of heating the entire plastic boss before forming it. This is accomplished through the use of focused infrared energy, which heats the boss uniformly from all sides. As a result, the plastic material softens evenly, allowing it to be reformed easily with minimal stress.
In contrast, nanoSTAKE relies on direct contact with an electrically heated tip to melt the plastic boss. While this method still produces a solid mechanical bond, the heat transfer may not be as uniform as with InfraStake, potentially resulting in a slightly weaker joint. Nevertheless, nanoSTAKE remains a highly effective and efficient staking method, particularly when space constraints are a concern in the application.
 It is important to account for the difference in expected strength when deciding the size of your staking joint. To determine the joint size, you start with the required strength for your application. Multiply the required strength by the appropriate safety factor and divide the product by the material's tensile strength. This formula gives you the cross-sectional area of the boss needed to achieve your required strength.
It is important to account for the difference in expected strength when deciding the size of your staking joint. To determine the joint size, you start with the required strength for your application. Multiply the required strength by the appropriate safety factor and divide the product by the material's tensile strength. This formula gives you the cross-sectional area of the boss needed to achieve your required strength.
| Safety Factors | |
| InfraStake | NanoSTAKE |
| 1.2 | 2.5 |
Boss Shape
When designing a boss for plastic staking, there are three common shapes to consider: solid round, hollow round, and rectangular. Each shape offers unique benefits depending on the application requirements.
- Solid Round: This is the most common boss shape and is typically used for smaller applications.
- Hollow Round: This is similar to the solid round boss but features a central hole or cavity. This design reduces material thickness, making it more suitable for large-diameter bosses.
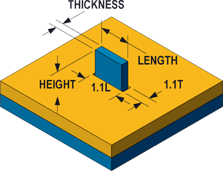
- Rectangular: The rectangular boss shape is less common but can be beneficial in some applications. A rectangular boss can increase joint strength in specific load directions, making it suitable for applications with directional stress requirements.
Boss Size
Larger bosses, while providing increased strength and durability, typically take more time to stake due to their greater mass and surface area. This increased mass requires additional heat and time for the staking process. When designing a plastic assembly, it is essential to balance the desired joint strength with production efficiency, as the increased time required for staking larger bosses could impact overall production throughput and operational costs.
In general, InfraStake is capable of staking larger bosses than nanoSTAKE. While nanoSTAKE is best suited for smaller bosses. Check out our design guidelines for more detailed guidance on the size of bosses that InfraStake and nanoSTAKE can handle.
Boss Angles and Mating Surfaces
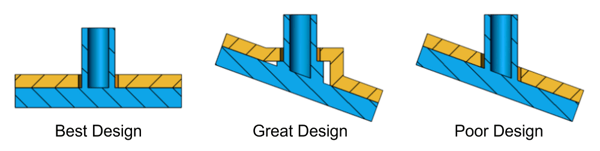
A mating surface perpendicular to the boss is the ideal configuration for the staking process. This ensures that the forces applied during the staking process are distributed evenly, and the two components are clamped tightly.
However, in many applications, having a mating surface perpendicular to the boss may not be feasible. In such cases, the mating component can be designed to include a landing that simulates the boss being normal to the mating surface. This allows InfraStake and nanoSTAKE to accommodate various contoured part geometries common in many applications.
When it is impossible to include a landing, the design should be evaluated by technology experts. Some boss angles can be accommodated by the InfraStake process, but there are risks. NanoSTAKE, on the other hand, can only accommodate bosses perpendicular to the landing surface.
Boss Spacing
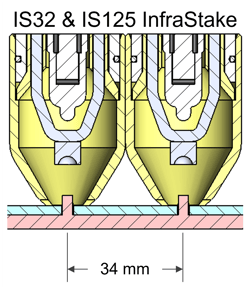
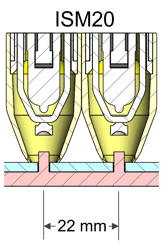
When designing assemblies for staking, it is best to consider the spacing between bosses to ensure that the modules can fit together side by side and be operated simultaneously. For IS32 and IS125 InfraStake modules, a minimum spacing of 34 mm is required between the center points of the bosses. In the case of ISM20 InfraStake modules, the minimum spacing required between bosses is 22 mm.
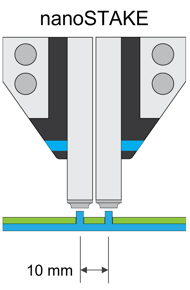
For applications using nanoSTAKE technology, the compact design allows for a much smaller spacing between bosses. NanoSTAKE modules require a minimum spacing of just 10 mm, making them ideal for applications with limited space or where bosses are positioned closely together.
There may be situations where it's impossible to maintain the recommended spacing distances. In such cases, we have techniques to overcome the challenges and still use InfraStake and nanoSTAKE. For example, InfraStake modules can be modified to allow the tip to accommodate part features that would otherwise interfere. Likewise, the punch tip of a nanoSTAKE module can be offset from the center to enable two modules to stake bosses that are extra close. These are just two of many ways we can accommodate your unique designs with the InfraStake and nanoSTAKE processes.
Boss Through-Hole
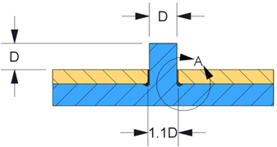
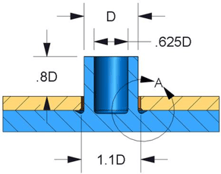
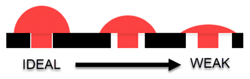
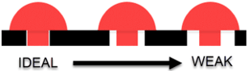
The design of a through-hole plays a crucial role in achieving optimal joint strength. It is vital to have a small through-hole to ensure the highest possible joint strength. When designing a through-hole, it is recommended that the diameter be between 10 and 25 percent larger than the diameter of the boss. This optimal size range allows the parts to easily be pre-assembled before staking while minimizing the material needed to cover the hole.
When the through-hole is too large, it can lead to a weaker joint because the boss material is spread too far and thin during the staking process. This excessive spreading may compromise the integrity and strength of the joint.
It is critical to design the through-hole within the recommended size range to avoid these issues. By doing so, you can ensure an optimal balance between ease of pre-assembly and sufficient material coverage during staking, ultimately resulting in a more robust and durable joint that meets the demands of your specific application.
Finished Stake Shapes
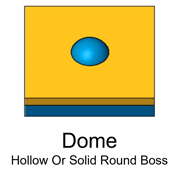
There are four common finished stake shapes. Each shape best suits a specific type of boss, providing optimal joint strength and durability. The four common finished stake shapes are Dome, Puck, Rosette, and Elongated Dome.
- Dome: The dome-shaped stake is used with both hollow and solid round bosses. This shape provides an even distribution of forces, ensuring a strong and durable joint. The dome stake is rounded and creates a smooth, aesthetically pleasing finish, making it a popular choice for many applications.
- Puck: The puck-shaped stake is used exclusively with solid round bosses. It is characterized by its flattened top and curved sides, which help to maintain a consistent material thickness throughout the stake. This shape provides excellent joint strength while minimizing the finished height of the assembly.

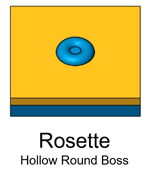
- Rosette: The rosette-shaped stake is designed for use with hollow round bosses. This unique shape features a central hole surrounded by a ring of material, resembling a donut. The rosette stake provides a secure joint by spreading the material over larger through-holes while evenly distributing forces.
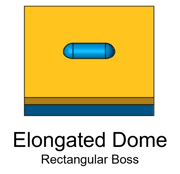
- Elongated Dome: The elongated dome stake is tailored for use with rectangular bosses. This shape features a pill-like structure that increases joint strength in specific load directions. The elongated dome shape helps distribute forces evenly along the boss's length, ensuring a durable and reliable joint.
 It is essential to know that there are no standard designs or dimensions for finished stake shapes. Instead, Extol designs the staking tools to fit each individual boss in your application. This customized approach allows us to accommodate your unique application requirements.
It is essential to know that there are no standard designs or dimensions for finished stake shapes. Instead, Extol designs the staking tools to fit each individual boss in your application. This customized approach allows us to accommodate your unique application requirements.
Summary
In summary, designing assemblies for staking with InfraStake and nanoSTAKE requires careful consideration of boss shape, size, spacing, and through-hole size. By adhering to recommended guidelines and utilizing the flexibility of these technologies, you can create strong, durable, and aesthetically pleasing joints for a wide range of applications.
At Extol, we understand that each application is unique and may present its own set of challenges. Our team of experts is here to help you navigate these challenges and ensure that your designs are optimized for staking with InfraStake and nanoSTAKE. We can provide tailored guidance and recommendations to help you achieve the strongest, most durable, and visually appealing joints.
👉 Check out our plastic staking design guidelines for InfraStake and nanoSTAKE.
Send us a message to request a free expert evaluation of your application. 👇