
UPDATED June 3, 2019. Originally published September 22, 2016.
Design engineers often ask us, "How strong will my staked joint be?" Usually, they're designing a plastic assembly that needs to be staked, and they need to know how to design the part so that it will be strong enough for their application. They just want a number, like 450 N. If they know how strong one stake point will be, they can plan how many stake points they need and where to locate them. The good news is that we can estimate the answer, but first, let’s look at the elements of the design that affect the strength of the joint.
Really quick: If you don't know much about plastic staking, click here for more information on the process.
First, the plastic material and its properties are the foundation for a stake’s strength. Different materials have different tensile strengths, and any fillers (glass, talc, etc.) in the material can impact that strength. A staked boss (or post) can only be as strong as the material that it is formed out of. So, knowing the tensile strength of the material is crucial and will help decide how large the boss should be.
Next, the cross-sectional area of the boss greatly affects the strength of the stake. In general, the larger the cross-section of the boss, the stronger the stake can be. Most bosses come in three different styles or shapes: solid round, hollow round, and rectangular. When talking about boss size, what really matters is the cross-sectional area of the boss. More area means more material holding the joint together.
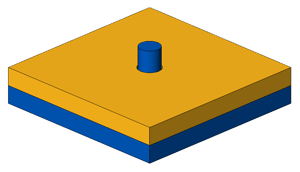
Solid Round
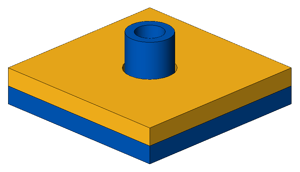
Hollow Round
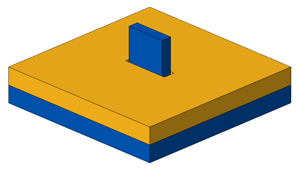
Rectangular
Boss height matters as well, but it should only be set after the cross-sectional area is designed. A common misconception is that the taller the boss, the stronger the stake. This is NOT true. Too tall of a boss can actually cause a lot of issues, including long cycle times and inconsistent results. The height should be proportional to the cross-sectional area. If the boss is too short, there won't be enough material to adequately cover the joint. If it is too tall, there will be too much material to heat, melt, and form, causing those long cycle times and messy results. A good rule of thumb is to target a 1:1 ratio between the height (above the mating surface) and the diameter of the boss.
Lastly, the size of the hole that the boss protrudes through is very important and often overlooked as a factor in joint strength. In general, a smaller through-hole will produce a stronger joint. When a staked boss is pulled, a larger through-hole creates a longer moment arm pushing up on the edge of the staked head. This means higher stress and quicker failure of the joint. To make matters worse, the material is thinner at the edge of the stake, so there is less holding the mating part in place when the through-hole is too big. So if you need a strong joint, keep the through-hole small. Target 10% larger than the diameter of the boss.
Estimating joint strength is easy once you have an optimized design. A properly designed stake joint should be able to achieve parent material strength. In other words, in a tensile test, it should fail along the cross-section of the boss. To estimate the joint strength, simply multiply the tensile strength of the material by the cross-sectional area of the boss. If you want to play it safe, factor the result by 80%.
Of course, all of this assumes that the process used to stake the boss is set up properly and is optimized so that the material is heated and softened enough to re-flow easily into the staked shape. If the process is too aggressive, all bets are off; there will be stress in the joint, and the estimated strength won't be accurate. In any situation, it is highly recommended that you confirm your calculations with real-world testing. Get expert help from our awesome Process Development Center engineers and perform real-world staking and testing of your application.
If you want help or a second opinion, send us a message using the form below. We'll review your design for free!